TrakZ PetTracker
TrakZ PetTracker
Trakz, a brilliant Edinburgh based startup, has one goal. Help you keep your pet safe. The Trakz GPS pet tracker is a jewel of technology. The design, unique on the market, has been pushed to the limit to be the least invasive for the animal while offering the latest technology available.
“Spinning out from an original contract with Tesco Bank, our in house of team of electronic product designers and software engineers created the world’s first fully flexible pet tracking collar. As well as designing and developing the hardware, firmware and infrastructure for the collar itself, we made an easy to use mobile App for pet owners and their families to keep track of their pet’s location and activity. We started off with a focus group of pet owners and worked together with them to identify the key requirements, putting together wireframes and getting user feedback at every stage of the journey.
The App gets regular updates from the collar itself, displaying the pet’s location on a Google map in real time. Users can set safe zones which trigger a push notification to the user and any associated accounts if the pet leaves this area. Users can see graphs of daily distance and activity time for their pets, as well as heat maps of frequently visited locations. Users can also trigger push notifications to associated devices using the Lost Pet function in the app.
The app is easily configurable for any users to be able to manage their notifications or the frequency of updates from the collar itself. As well as being an app which gives peace of mind to users who want to keep track of their pet’s location and health, it is also fun to use with colourful branding and customisable user input such as photos.
Delivery of word’s first flexible tracking device and fitbit for pets. Unique plastics and PCB design, advanced remote battery monitoring and data collection, advanced multi device/multi animal/multi user cross platform mobile app.”
Moulds
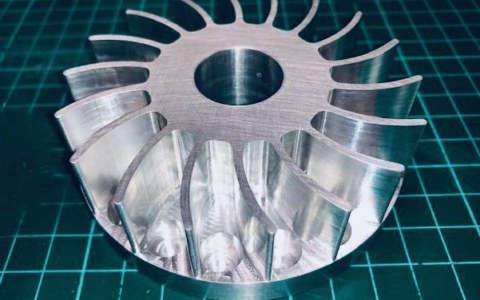
The final solution involves a three part Acetate mould CNC machined in house. After some trial and error, acetate seems like the ideal material to use in this case. Easy to machine, relatively soft which help sealing yet hard enough to be polished. Some SLA moulds were printed with a thought resin but were not as practical on the long run than acetate ones.
The 5axis pocketNC came in handy to machine the usb shutoff. A tool I highly recommend for any workshops.
Injection
The number one issue with any casting is bubbles. The second is to manage an homogeneous mix between part A&B. There is multiple way to ensure a bubble free and well cured cast. In this particular case, all of them were needed!
- Use of the dual cartridges mixing gun.
- Flow. The lower, the better. Electric and pneumatic actuation helps to regulate it.
- Make a double inline mixing head using hot glue. Never had an other uncured patch after using this trick.
- Vacuum Degassing, twice. Once after mixing pigments with part A and other time after applicator syringe filling (prior to insert piston head – leave some space to allow for degassing expansion).
- Prep electronics by filling all possible cavities. Ideally, use a small 20ml dual cartridges with mixing head.
- Overfill. As the mix flow over the components, some bubble can get trapped. By slowly overfilling 10-20%, the flow bring those bubbles back out. Would usually keep overflowing until no bubbles seen for few seconds. A necessary waist and easy to clean up.
- Wax based release agent. Cannot recommend enough MacWax. The only one that has produced consistently good results.
 Timing. In any overshot situation, binding between old and new material can be optimized by timing shots as close as possible. Finding the moment were the first shot material isn’t fully cured, still tacky but able to separate from the two part mould without being deformed. Mould design and release agent application (very fine layer on part A and heavy load on part B) can greatly improve the separation process. Be aware of possible wax delaminating from the mould and stuck on the material. An tool that worked well for this process was a barbecue stick! Separating the moulds from one side and pass the stick in between while rotating it backwards. It helped the material to stay well seated in part A and help pull out from part B very close from the surface (pulling far from it would reap the material apart because of the lack of cure) and can be used to gently pic out wax flakes without damaging the material.
Timing. In any overshot situation, binding between old and new material can be optimized by timing shots as close as possible. Finding the moment were the first shot material isn’t fully cured, still tacky but able to separate from the two part mould without being deformed. Mould design and release agent application (very fine layer on part A and heavy load on part B) can greatly improve the separation process. Be aware of possible wax delaminating from the mould and stuck on the material. An tool that worked well for this process was a barbecue stick! Separating the moulds from one side and pass the stick in between while rotating it backwards. It helped the material to stay well seated in part A and help pull out from part B very close from the surface (pulling far from it would reap the material apart because of the lack of cure) and can be used to gently pic out wax flakes without damaging the material.
 Timing. In any overshot situation, binding between old and new material can be optimized by timing shots as close as possible. Finding the moment were the first shot material isn’t fully cured, still tacky but able to separate from the two part mould without being deformed. Mould design and release agent application (very fine layer on part A and heavy load on part B) can greatly improve the separation process. Be aware of possible wax delaminating from the mould and stuck on the material. An tool that worked well for this process was a
Timing. In any overshot situation, binding between old and new material can be optimized by timing shots as close as possible. Finding the moment were the first shot material isn’t fully cured, still tacky but able to separate from the two part mould without being deformed. Mould design and release agent application (very fine layer on part A and heavy load on part B) can greatly improve the separation process. Be aware of possible wax delaminating from the mould and stuck on the material. An tool that worked well for this process was aOne of the critical method for bubble free cast is pressure casting. The material cures while gas pockets are collapsed under pressure. Unfortunately, some components might be too sensitive for pressure casting. In multi-shot cast, it can still be used for the first shot, minimising failures. For unpractical shots, overfilling will work.